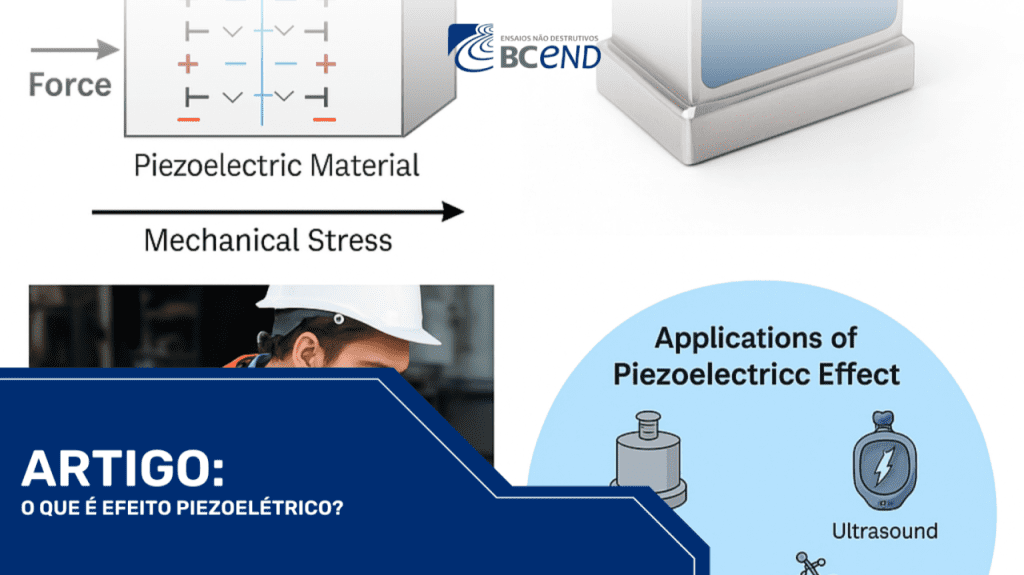
Encontrando uma agulha no palheiro: dicas de ultrassom para peças forjadas
Introdução A inspeção ultrassônica em peças forjadas é essencial para garantir a integridade de componentes críticos na indústria. Esta técnica eficaz permite detectar falhas internas, mesmo em estruturas com geometria complexa. Desafios das inspeções em peças forjadas Inspeções a 0° com sonda monocristal são uma prática bem conhecida em Ensaios Não Destrutivos (END). No entanto, as exigências de projeto na indústria estão cada vez mais rigorosas — o que torna a inspeção ultrassônica em peças

Como identificar materiais magnéticos para o seu WP2
A identificação de materiais magnéticos é essencial para garantir o desempenho ideal do WheelProbe2 (WP2). A versão mais recente do equipamento, disponível em modelos com 64 e 128 elementos, possui roletes magnéticos que otimizam a tração e o acoplamento durante inspeções em campo. No entanto, nem todos os aços reagem da mesma forma — entender quais materiais são compatíveis é fundamental para obter resultados confiáveis. O que funciona: Os aços ferríticos são ferromagnéticos e, por

CMX da Dakota NDT: CMX1, CMX2, CMX3 – Qual medidor de espessura é o ideal para a sua inspeção?
Na inspeção de Ensaios Não Destrutivos (END), a medição de espessura é crucial, especialmente em ambientes corrosivos. A linha CMX da Dakota NDT é referência nesse segmento, mas escolher entre os modelos CMX1-DL, CMX2-DL e CMX3-DL pode gerar dúvidas. A verdade é que cada um desses medidores foi projetado para um nível de inspeção diferente. Vamos descomplicar as funcionalidades e mostrar qual modelo se encaixa melhor na sua aplicação! O Ponto em momum: O DNA
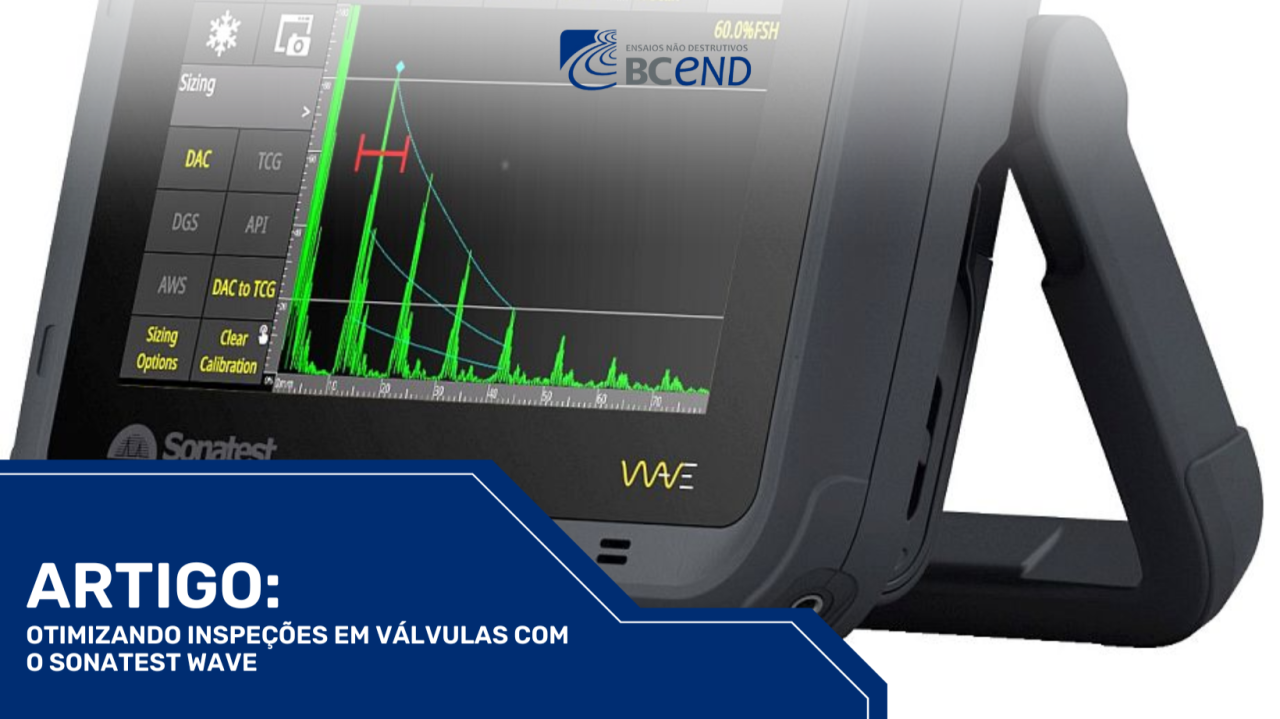
Otimizando inspeções em válvulas com o Sonatest Wave
No setor de óleo e gás, as inspeções em válvulas podem parecer uma etapa secundária dentro do processo de garantia da qualidade. No entanto, são essenciais para assegurar a integridade de ativos críticos. Independentemente do tipo — seja válvula esfera, gaveta, macho ou globo — cada uma apresenta uma geometria única que pode tornar a inspeção por ultrassom (UT) um verdadeiro desafio. O desafio da inspeção ultrassônica em válvulas Ao contrário de estruturas mais simples,

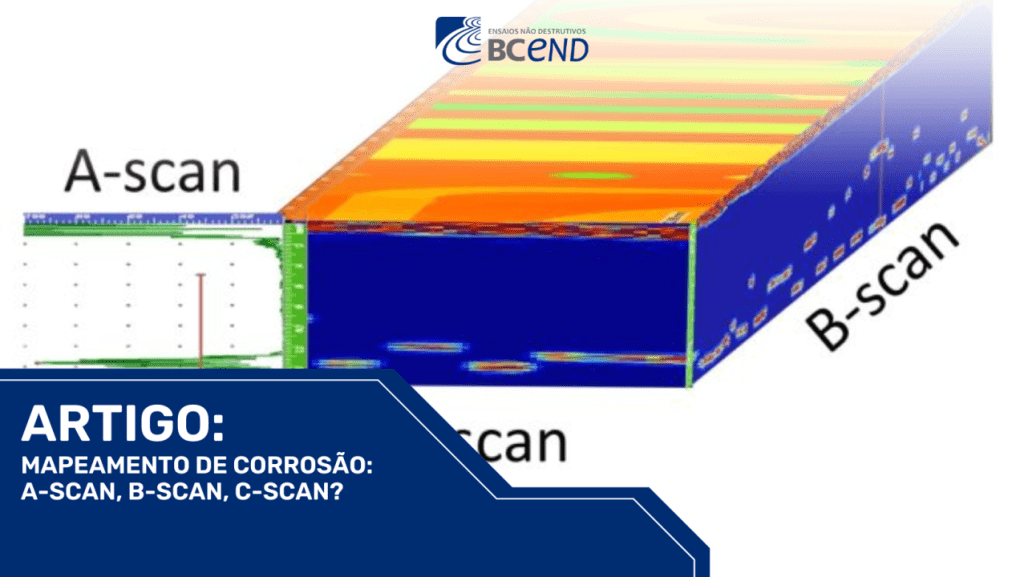
Inspeção do fundo de tanques de armazenamento: um desafio técnico com soluções por ultrassom de alta precisão
Na indústria de óleo e gás, química e armazenamento industrial, os tanques de armazenamento acima do solo são ativos essenciais. Entre todos os seus componentes, o fundo do tanque é considerado a estrutura mais crítica, por suportar a totalidade da carga armazenada, ser o ponto mais suscetível ao recalque do solo e estar exposto a mecanismos específicos de corrosão e degradação. Por ironia, esse mesmo fundo é a parte mais difícil de ser inspecionada, permanecendo