CMX da Dakota NDT: CMX1, CMX2, CMX3 – Qual medidor de espessura é o ideal para a sua inspeção?

Na inspeção de Ensaios Não Destrutivos (END), a medição de espessura é crucial, especialmente em ambientes corrosivos. A linha CMX da Dakota NDT é referência nesse segmento, mas escolher entre os modelos CMX1-DL, CMX2-DL e CMX3-DL pode gerar dúvidas. A verdade é que cada um desses medidores foi projetado para um nível de inspeção diferente. […]
Otimizando inspeções em válvulas com o Sonatest Wave
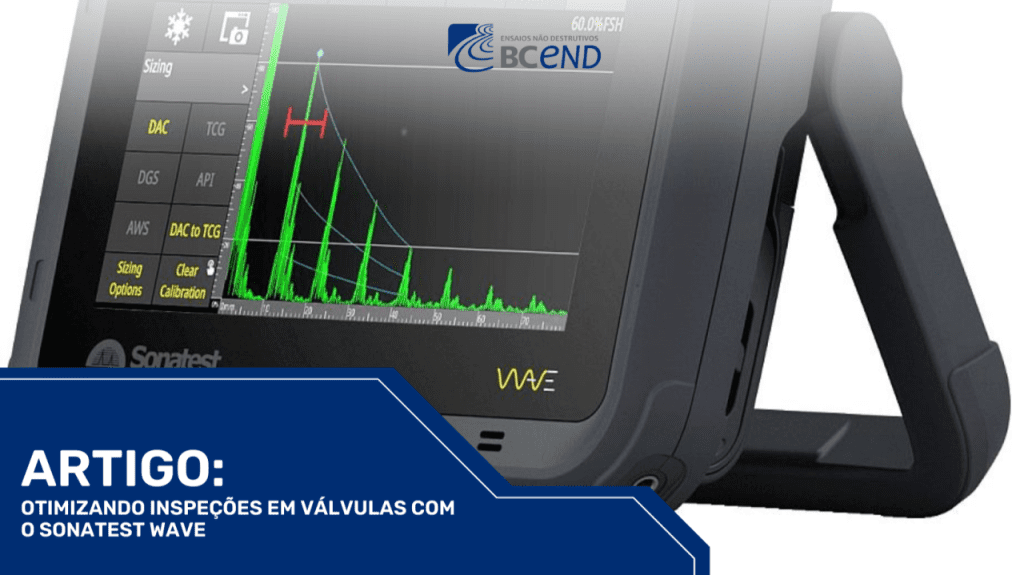
No setor de óleo e gás, as inspeções em válvulas podem parecer uma etapa secundária dentro do processo de garantia da qualidade. No entanto, são essenciais para assegurar a integridade de ativos críticos. Independentemente do tipo — seja válvula esfera, gaveta, macho ou globo — cada uma apresenta uma geometria única que pode tornar a […]
Inspeção do fundo de tanques de armazenamento: um desafio técnico com soluções por ultrassom de alta precisão

Na indústria de óleo e gás, química e armazenamento industrial, os tanques de armazenamento acima do solo são ativos essenciais. Entre todos os seus componentes, o fundo do tanque é considerado a estrutura mais crítica, por suportar a totalidade da carga armazenada, ser o ponto mais suscetível ao recalque do solo e estar exposto a […]
Inspeção Avançada de Corrosão: Phased Array Manual e Semiautomatizado com o VEO3
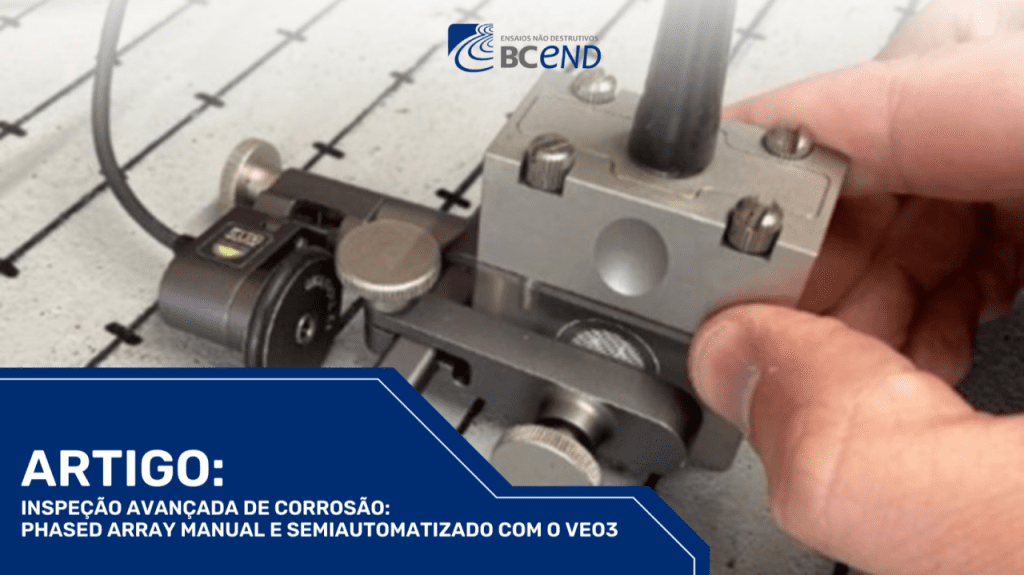
O mapeamento de corrosão com phased array (L-Scan) é uma técnica amplamente utilizada na indústria para monitoramento de espessura e detecção de perda metálica, delaminações ou degradação em materiais metálicos e compósitos. Essa abordagem oferece agilidade, precisão e adaptabilidade, sendo ideal para inspeções em campo com geometrias complexas ou áreas de difícil acesso. 🧪 Inspeção […]
Como garantir a qualidade das soldas de dutos com ensaios avançados de ultrassom
A montagem e construção de dutos no setor de óleo e gás exige um controle de qualidade rigoroso, garantindo que o ativo suporte a pressão de operação e mantenha sua confiabilidade ao longo do tempo. Neste artigo, vamos explorar uma metodologia amplamente utilizada em Ensaios Não Destrutivos (END): a inspeção por ultrassom com transdutores monocristal. […]
Otimizando tempo na inspeção de válvulas com o Sonatest Wave
Por Philippe Rioux, Sonatest Philippe Rioux Sonatest Na indústria de óleo e gás, a inspeção de válvulas pode parecer um detalhe no processo de garantia de qualidade, mas é vital para a manutenção da integridade dos ativos. Cada tipo de válvula – seja esfera, gaveta, macho ou globo – possui uma geometria complexa que, muitas […]
Inspeção de Telhados Fixos em Tanques de Armazenamento: Tecnologias Avançadas para Segurança e Conformidade

Por Sonatest | Adaptação: BC END Manutenção preventiva em estruturas críticas: foco em segurança, integridade e atendimento às normas Os tetos fixos de tanques de armazenamento atmosférico são elementos estruturais essenciais para a contenção segura de produtos químicos, combustíveis, derivados de petróleo e outros fluidos industriais. Projetados conforme normas como API 650 e API 653, […]
Inspeção de Tanques de Armazenamento: Qual o Papel do Ultrassom no Custo e Segurança Operacional?

Por Sonatest | Adaptação: BC END Como a tecnologia da Sonatest — distribuída com exclusividade no Brasil pela BC END — contribui para a integridade de tanques verticais acima do solo Este é o primeiro artigo de uma série dedicada à inspeção técnica de tanques de armazenamento cilíndricos verticais acima do solo (ASTs). Vamos abordar […]
O que é efeito Piezoelétrico?
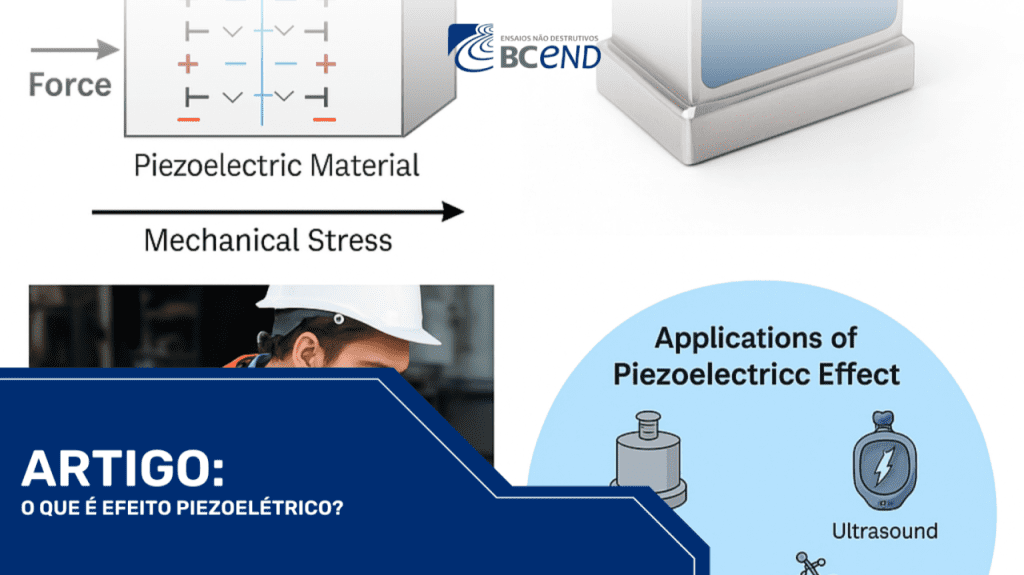
O Que é o Efeito Piezoelétrico? O efeito piezoelétrico é um fenômeno físico em que determinados materiais geram carga elétrica quando são submetidos a estresse mecânico. Descoberto em 1880 pelos irmãos Jacques e Pierre Curie, esse efeito é amplamente utilizado em diversas aplicações industriais e tecnológicas. Como Funciona o Efeito Piezoelétrico? Quando um material piezoelétrico, […]
05 erros comuns nos ensaios ultrassônicos e como evitá-los
Os Ensaios Ultrassônicos (UT) são amplamente reconhecidos como um dos métodos mais confiáveis de Ensaios Não Destrutivos (END), utilizados em diversas indústrias para inspeção de materiais. Apesar disso, mesmo os profissionais mais experientes podem enfrentar desafios que comprometem a precisão das medições e a eficiência das inspeções. Neste artigo, destaco cinco erros frequentes nos ensaios […]