Falta de Fusão (FF)
Defeitos de falta de fusão (FF) ocorrem quando o metal de solda não se funde adequadamente ao metal base, deixando uma área dentro da solda com uma lacuna muito fina. Isso reduz a resistência da solda e pode causar falhas durante o serviço da mesma.
Existem muitos tipos de defeitos de FF, incluindo FF na raiz, na parede lateral e nas áreas da raiz da solda. Também pode ocorrer entre passes de solda dentro do corpo da mesma, o que é conhecido como ‘falta de fusão entre passes’.
Este blog aborda o uso de técnicas de inspeção por ultrassom para detectar defeitos de FF. Examinamos um dos tipos mais comuns, que é a falta de fusão na parede lateral. Também destacamos como os equipamentos avançados da Sonatest estão sendo utilizados no campo, mostrando nossas capacidades únicas em melhorar a detecção e dimensionamento desses defeitos.

Métodos Ultrassônicos Neste blog, utilizamos os equipamentos modelos WAVE e VEO3 para escanear e detectar um exemplo de falta de fusão na parede lateral; isso mostra as vantagens de cada método na detecção e dimensionamento deste tipo de defeito. Os métodos utilizados são os seguintes:
- UT Convencional – Inspeção angular de elemento único padrão; a forma de inspeção ultrassônica de solda mais comumente aceita em todo o mundo.
- Phased Array (PA) – A inspeção PA é uma técnica ultrassônica avançada que utiliza transdutores de múltiplos elementos para criar conjuntos de feixes ultrassônicos em um determinado ângulo e ponto focal dentro do material.
- Time of Flight Diffraction (ToFD) – ToFD é uma técnica de sonda dupla que detecta e dimensiona falhas medindo o tempo de voo das ondas sonoras difratadas das pontas das falhas para viajar através do material.
- Total Focusing Method (TFM) – TFM é uma técnica avançada de imagem ultrassônica que utiliza dados FMC para capturar imagens de alta resolução que são focadas em cada ponto de uma região de interesse.
- TFMi – TFMi é uma técnica única desenvolvida em parceria com a Holloway NDT, que une até 4 modos de propagação TFM em uma única imagem. Isso produz imagens de alta fidelidade das formas dos defeitos que outros métodos não podem definir.
Para mais informações sobre a inspeção de soldas usando as técnicas acima, consulte nossa biblioteca de notas de aplicação e solução.
Falta de Fusão na Parede Lateral
Defeitos de falta de fusão na parede lateral, ocorrem na face de preparação de uma solda entre o material base e o material de solda e geralmente são totalmente aprisionados dentro da solda final. Eles podem ocorrer devido a muitos fatores, incluindo velocidade de soldagem muito alta, configurações de solda incorretas e pré-aquecimento inadequado do material base.
Os defeitos de FF na parede lateral, apresentam uma face plana devido à preparação original da solda. Em um ângulo conhecido, podem ser facilmente detectados pelo inspetor, onde o ângulo está em uma solda em V, pois as inspeções ultrassônicas podem ser configuradas para atingir essa superfície a 90° para maximizar o sinal de retorno. No entanto, em soldas de preparação em U e J, esse ângulo pode ser muito difícil de atingir a 90°, então o operador pode precisar confiar em técnicas em tandem ou TOFD, onde a orientação do defeito não afeta a detectabilidade.
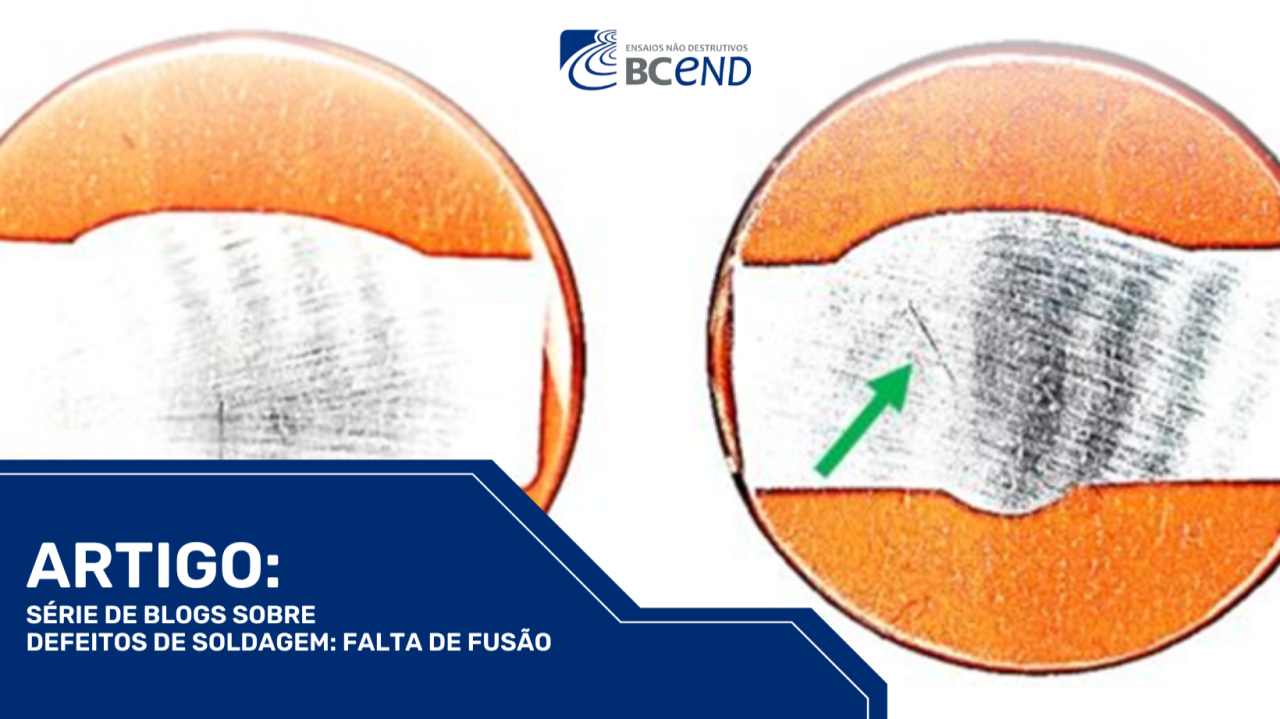
Como pode ser visto nas imagens de varredura abaixo, o defeito FF parede lateral foi facilmente detectado em todos os métodos ultrassônicos. Neste caso, o TFMi não melhorou o resultado do modo TFM TTTT. Na Figura 4 (imagem à direita), aprimoramos a imagem usando manipulação de paleta de cores.



Tradução livre por BC END – Equipamentos para Ensaios Não Destrutivos
Fonte: Blog Sonatest