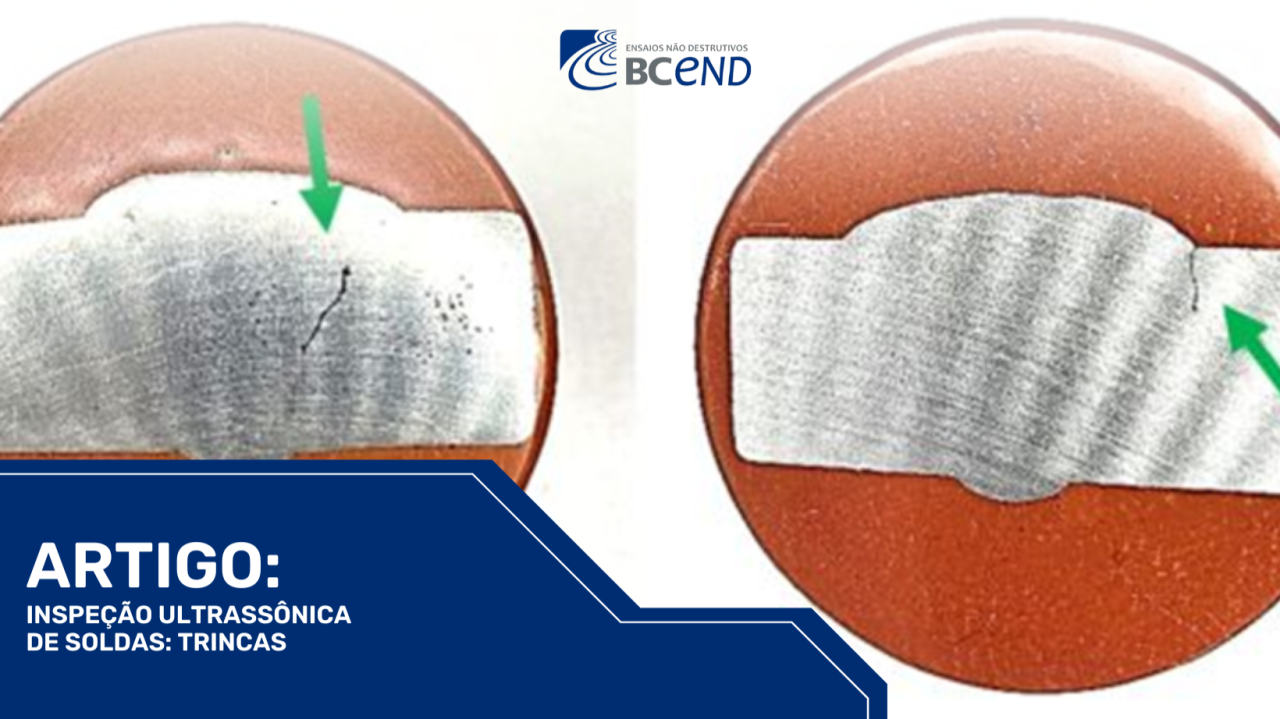
As trincas em soldas são defeitos críticos que podem comprometer significativamente a integridade e a segurança das estruturas soldadas. Essas trincas podem se desenvolver em qualquer momento da vida útil de uma solda.
Diversos fatores, incluindo técnicas de soldagem inadequadas, estresse térmico, carga cíclica, fragilização por hidrogênio e impactos, podem causar essas trincas.
Este artigo explora o uso de técnicas de inspeção ultrassônica para detectar quatro tipos comuns de trincas em diferentes posições dentro de uma solda. Ele também destaca como os equipamentos avançados da Sonatest estão sendo utilizados em campo, demonstrando nossas capacidades únicas em melhorar a detecção e medição das trincas.

Métodos
Neste artigo, utilizamos os equipamentos de ultrassom, WAVE e VEO3 para inspecionar e detectar diferentes exemplos de trincas; isso demonstra as vantagens de cada método na detecção e medição de cada defeito. Os métodos usados são os seguintes:
– UT Convencional – Inspeção padrão com cabeçote angular; a forma mais aceita de inspeção de solda por US em todo o mundo.
– Phased Array (PA) – Técnica ultrassônica avançada que utiliza transdutores de múltiplos elementos para criar feixes ultrassônicos em um determinado ângulo e ponto focal dentro do material.
– ToFD – Técnica de um par de cabeçotes que detectam e medem defeitos através do tempo de voo das ondas sonoras difratadas das pontas dos defeitos que viajam através do material.
– Método de Foco Total (TFM) – Técnica de imagem ultrassônica avançada que usa dados FMC para capturar imagens de alta resolução focadas em cada ponto de uma região de interesse.
– TFMi – Técnica única desenvolvida em parceria com a Holloway NDT que une até 4 modos de propagação TFM em uma única imagem, produzindo imagens de alta fidelidade das formas dos defeitos que outros métodos não conseguem definir.
Para mais informações sobre inspeção de soldas usando as técnicas acima, veja nossa biblioteca de notas de aplicação e solução.
Trincas na Raiz
Trinca na raiz é definida como uma trinca de superfície que se origina da área ID/raiz de uma solda. Esse tipo de trinca pode ser causado por carga cíclica da solda durante seu serviço ou no ponto de soldagem por processos de soldagem inadequados. Defeitos existentes, como falta de penetração, subcorte na raiz e fusão incompleta, podem funcionar como pontos fracos, facilitando o início das trincas.
As trincas na raiz geralmente são um dos defeitos mais simples de detectar por métodos ultrassônicos, com a armadilha de canto da parede traseira permitindo respostas de alta amplitude e difrações de ponta para ajudar a determinar a altura da trinca.
Como pode ser visto nas imagens abaixo, esse exemplo de trinca na raiz foi detectado facilmente com todos os métodos ultrassônicos. O TFMi produziu uma imagem de alta qualidade e alta fidelidade da trinca (Figura 4 – Imagem à direita), alcançada usando os modos TT, TTT e TTTT.



Trincas na Parede Lateral
A trinca na parede lateral geralmente ocorre ao longo da face de preparo da solda ou na zona termicamente afetada (ZTA) da solda. Totalmente contida dentro do material, esse tipo de trinca geralmente resulta de práticas de soldagem inadequadas ou se origina de outros defeitos internos durante o serviço.
Devido à orientação das trincas na parede lateral, o sinal ultrassônico pode aparecer no lugar errado na solda. Portanto, esses defeitos devem ser inspecionados de ambos os lados da solda com distâncias de salto completas disponíveis. A experiência do inspetor é crucial para a interpretação correta do posicionamento e identificação dos defeitos.
As imagens de escaneamento abaixo mostram uma boa detecção da trinca. O PA e o TFM no modo TTTT mostram uma imagem excepcionalmente boa do defeito, com o TFM no modo TT exibindo sinais de difração de ponta do topo e da base do defeito para medição precisa. A imagem TFM (TFMi) mostra a forma da trinca em grande detalhe, detalhando até mesmo a ruptura da trinca na área da ZTA. Esta imagem utilizou TTTT e 5T para alcançar este nível de detalhe.



Trincas na base da Solda
Trincas na base aparecem adjacentes ou ao longo da linha de base do cordão de solda. Quebrando a superfície do material, esses defeitos geralmente podem ser detectados usando métodos de inspeção de superfície. No entanto, há circunstâncias em que esse defeito pode ser perdido: trincas apertadas/pequenas podem ser difíceis de ver, e a sobreposição a frio pode esconder a abertura de uma trinca, etc. Inspeções pós-solda e em serviço com métodos UT são vitais para a detecção precoce desses defeitos.
As trincas na base requerem o uso de inspeções de pulo completo para permitir que o sinal alcance a área do defeito, ângulo alto de ½ pulo pode detectar trincas severas, mas pode ser pouco confiável na medição da profundidade da trinca.
Como visto abaixo, todos os métodos detectaram a trinca no pé com resultados confiáveis; os modos TT e TTT do TFM foram encontrados como mais fracos na detecção em comparação com os métodos TTTT e 5T, no entanto, sinais mais fracos foram detectados. O TFMi mostra a trinca em grande detalhe usando os modos TT, TTT, TTTT e 5T para criar esta imagem.



Trincas na Linha Central
Trincas na linha central ocorrem no meio da solda, ou em soldas de várias passadas, o mesmo processo pode ocorrer entre os passes de solda. Esse tipo de trinca pode quebrar a superfície ou ficar embutida dentro da solda e é causado por estresses térmicos, preparo inadequado da solda ou procedimentos de soldagem inadequados.
As trincas na linha central podem ser difíceis de interpretar, pois os reflexos do defeito podem ser “refletidos”, fazendo com que a indicação plotada apareça em várias localizações da solda. Inspeções de ambos os lados da solda com ½ pulo e completos disponíveis são vitais para reunir evidências que ajudem na correta interpretação e posicionamento dessa trinca.
Nas varreduras abaixo, todos os métodos detectaram a trinca na linha central; as varreduras PA e TFM mostram algumas imprecisões de posicionamento causadas pelo sinal refletindo em outras direções que não de volta à sonda. O ToFD e o TFMi tiveram respostas particularmente boas, aproveitando a alta sensibilidade do ToFD para defeitos em qualquer orientação. O TFMi mostra a trinca em grande detalhe na posição correta usando apenas os modos TT e TTT.



Tradução livre por BC END – Equipamentos para Ensaios Não Destrutivos
Fonte: Blog Sonatest