Escolher o método de varredura para o mapeamento de corrosão é essencial para a correta avaliação da integridade de um equipamento. Existem várias opções no mercado com preços variados, entretanto, como devemos escolher entre uma ou outra?

A medição de espessura com o objetivo de mapear corrosão é um procedimento de inspeção comum na indústria. Entretanto, quando se trata de escolher qual o melhor método para realizar a varredura, as dúvidas começam e a grande variedade de soluções para este fim só complica a decisão do inspetor.
Para facilitar tal processo, é necessário ter em mente alguns pontos, os quais auxiliarão na escolha da solução com a melhor relação entre custo e benefício. Os exemplos dados abaixo são baseados na técnica de ultrassom, mas podem ser considerados para outras técnicas, como MFL (Magnetic Flux Leakage, ou Vazamento de Fluxo Magnético) ou Correntes Parasitas, por exemplo.
Tipo de Corrosão
Determinar o tipo de corrosão é importante para estimar a extensão do desgaste e como este se dispõe pela área a ser varrida. Os tipos são:
- Generalizada: se espalham de maneria padronizada por toda a área inspecionada

- Localizada: concentra-se em uma determinada região

Lembrando que um mesmo tipo de equipamento pode ter mais um tipo de corrosão dependendo da região e/ou do agente de desgaste que está atuando.
Tipo de Descontinuidade
As descontinuidades podem se apresentar com profundidade variada. Elas podem ser:
- Uniformes: várias indicações com profundidade semelhante para um determinada área.
- Disformes: a variação da espessura é grande entre uma indicação e outra.
Ter ciência das descontinuidades que podem estar presentes é importante, pois ao lado de uma região sã pode existir um redução de espessura bastante severa, o qual pode ser perdida, dependendo da amostragem.
Como os mapas são construídos no Ultrassom?
Uma vez identificada as características da corrosão, vamos entender como os medidores de espessura, nos seus mais variados formatos, apresentam os resultados de uma inspeção.
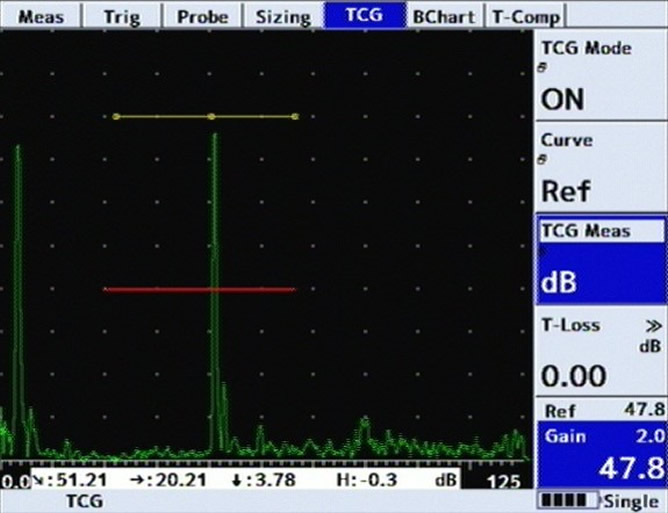
A-Scan
O A-Scan é o sinal original do ensaio por ultrassom. É a partir dele que todas as representações – que serão citadas a seguir – são geradas.
Trata-se um plano de amplitude x tempo de voo, que determina a posição de uma reflexão sonora. Para uma medição satisfatória é necessário atentar para os seguintes aspectos:
- Velocidade Sônica: é específica para cada material e é a partir dela que o valores de espessura são apresentados conforme a realidade da parte inspecionada;
- Sensibilidade: o ecos alvo do ensaio devem possuir amplitude satisfatória para que sejam detectados;
- Resolução: capacidade de distinguir ruídos de indicações reais, em ambos os eixos.
Os ecos apresentados nesta tela são medidos por ferramentas chamadas gates, que devem ser posicionados de maneira adequada no plano. Do contrário, os valores coletados não corresponderão aos dos sinais desejados.
Valores Numéricos
Se você apenas trabalha com medição de espessura simples, pode nunca ter visto uma tela A-Scan. Isto porque a maioria medidores de espessura não apresenta os ecos ultrassônicos; eles são calculados automaticamente pelo aparelho e convertidos em valores numéricos e apresentados ao operador através do display do equipamento.
Tal processo torna a utilização do equipamento mais simples, mas, ao mesmo tempo, limita o operador quanto às certas configurações avançadas necessárias para alguns tipos de materiais.
Os valores numéricos são, portanto, representações mais inteligíveis para o usuário e podem ser geridos e organizados por diversas ferramentas como planilhas, relatórios em texto e softwares estatísticos.
B-Scan
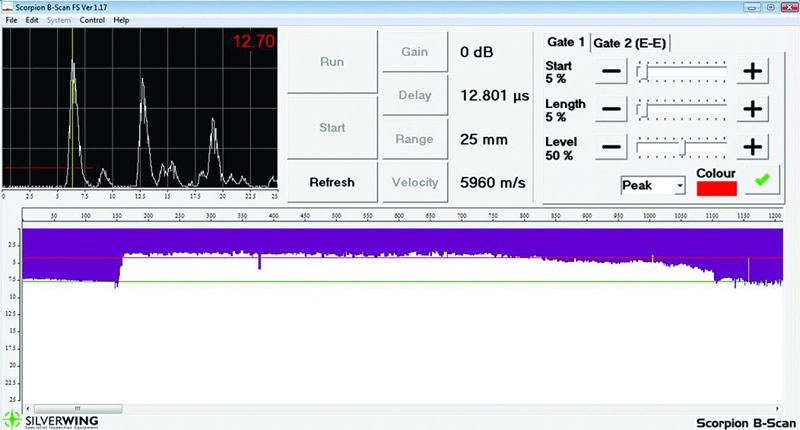
Uma das projeções geradas pelos valores numéricos coletados nas inspeções é o B-Scan.
Nesta visualização, as medidas são alinhadas e relacionadas a uma paleta de cores. O resultado é um perfil (vista lateral ou em corte) da parte inspecionada.
Tal visualização é interessante para tipos de corrosão uniforme ao longo de um sentido específico, tais como:
- Costados de tanque
- Tubulações com fluxo contínuo de material
Nesta varredura, deve-se atentar à resolução, ou seja, o intervalo entre as coletas dos valores ao longo de um trecho linear. Um intervalo muito longo entre uma medição e outra pode esconder alguma descontinuidade crítica.
C-Scan
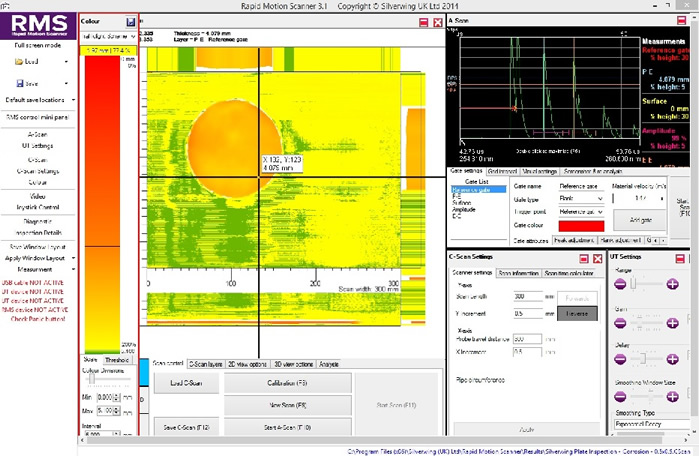
Nesta vista, as componentes X e Y são consideradas para a formação da imagem. Esta disposição é ideal para:
- Inspeção de chapas em geral
- Inspeção de Vasos
- Tubulação com corrosão generalizada (geralmente associada a gás ou água)
- Inspeção em Cascos de Navio
- Equipamentos com corrosão localizada
A resolução para este tipo de inspeção depende do tamanho da descontinuidade em relação à área total inspecionada (Probabilidade de Detecção ou POD). Perdas de espessura extensas serão facilmente encontradas com uma baixa resolução. Já pittings (pequenos focos de corrosão com grande profundidade) podem passar desapercebidos.
Trabalhar com a maior resolução possível também resolve o problema da detecção, porém reduz a velocidade de inspeção consideravelmente. Assim, recomenda-se, nos casos onde o padrão de corrosão seja desconhecido, o uso de uma resolução menor e, em caso de alguma indicação considerável, aumentar a resolução na região em questão, em uma segunda passada.
Considerações finais
Manual ou automatizado?
Existem várias soluções no mercado e, obviamente, as mais procuradas são as mais baratas. Entretanto, a conta não é tão simples.
Em um primeiro momento, a inspeção manual pode ser a melhor inspeção, devido ao seu custo. Mas se considerarmos uma área muito extensa, uma inspeção em altura e uma amostragem considerável, haverá outros custos envolvidos, tais como:
- Quantidade equipamentos manuais trabalhando ao mesmo tempo;
- Quantidade de profissionais mobilizados (no caso de inspeção em altura, são mais raros e custam mais caro);
- Maior burocracia para liberação do serviço (segurança do trabalho);
- Custos com material de segurança, exames, montagem e desmontagem de andaimes;
- Compilação dos dados coletados;
- Maior tempo na geração de relatórios.
Ao final, ao somar o custo homem-hora, pode ser que um scanner com apenas dois operadores, ainda que o investimento inicial seja maior, pode ser mais lucrativo que uma inspeção “aparentemente” mais simples.
Phased Array ou Convencional?
A inspeção com transdutores phased array oferece vários benefícios com uma resolução superior e maior área de cobertura por passada. Porém o custo é consideravelmente superior ao de uma inspeção convencional, por isso, o uso desta tecnologia só é justificado quando os resultados obtidos com o convencional não forem suficientes para um inspeção satisfatória.
Veja nossa apresentação no Slideshare para mais detalhes sobre equipamentos e cases dentro deste assunto.





{kind=link}
{kind=link}
{kind=link}
{kind=link}